 mohoso
mohoso
Introducción:
La industria alimentaria está en continua evolución, con un creciente énfasis en la seguridad y la calidad. Una de las tecnologías clave que ha surgido para satisfacer estas demandas es la Resonancia Magnética Nuclear de Bajo Campo. (RMN-LF). Este artículo profundiza en el papel de la LF-NMR en el sector alimentario, destacando especialmente la importancia del tiempo de relajación para garantizar la seguridad y la calidad de los alimentos.

Comprensión de la RMN de campo bajo
La resonancia magnética nuclear de bajo campo es una técnica analítica no destructiva que utiliza las propiedades magnéticas de los núcleos atómicos.. Funciona según un principio en el que los núcleos absorben energía de un campo magnético aplicado y luego liberan esta energía a medida que regresan a su estado de equilibrio.. La tecnología se distingue por su baja intensidad de campo magnético., que está por debajo de 0,5 T, convirtiéndolo en un método seguro y eficiente para el análisis de alimentos..

El papel del tiempo de relajación
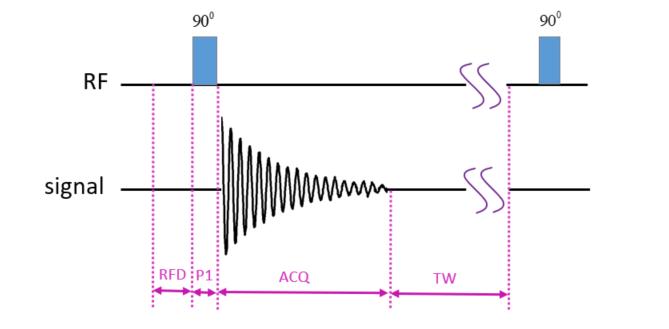
Tiempo de relajación, un parámetro fundamental en la espectroscopia de RMN, Se refiere al tiempo que tardan los núcleos en volver a su estado original después de ser excitados por el campo magnético.. En el contexto de la seguridad alimentaria, El tiempo de relajación puede proporcionar información valiosa sobre la estructura molecular y la composición de los productos alimenticios.. Ayuda a identificar la presencia de contaminantes., evaluar la frescura de los productos, y determinación de la calidad de grasas y aceites.
Ventajas de LF-NMR en el análisis de alimentos
– Pruebas no destructivas: LF-NMR permite examinar muestras de alimentos sin alterar sus propiedades físicas o químicas, Lo cual es crucial para mantener la integridad del producto..
– Velocidad y eficiencia: El proceso es relativamente rápido., permitiendo un análisis y una toma de decisiones rápidos en la industria alimentaria.
– Rentable: Comparado con otras técnicas analíticas, LF-NMR ofrece una solución rentable para el control de calidad de rutina.
– Alta precisión: La tecnología es conocida por su alta precisión en la detección de cambios mínimos en la composición de los alimentos., Lo cual es esencial para garantizar que se cumplan las normas de seguridad alimentaria..
Aplicaciones en la Industria Alimentaria
LF-NMR ha encontrado aplicaciones en varios segmentos de la industria alimentaria, incluido:
– Evaluación de calidad: Evaluación de la calidad de las materias primas y productos terminados..
– Monitoreo de frescura: Determinar la frescura de productos perecederos como productos lácteos y cárnicos..
– Autenticación: Verificar la autenticidad de los productos alimenticios y detectar adulteraciones..
– Optimización de procesos: Optimización de las técnicas de procesamiento de alimentos para mejorar la consistencia y seguridad del producto..
La integración de la tecnología LF-NMR., con un enfoque en el tiempo de relajación, ha revolucionado la forma en que la industria alimentaria aborda el control de calidad y la seguridad. Su naturaleza no invasiva, junto con su capacidad para proporcionar información molecular detallada, convierte a LF-NMR en una herramienta indispensable para el análisis moderno de alimentos.
Para empresas del sector alimentario que buscan mejorar la calidad de sus productos y las medidas de seguridad., Adoptar la tecnología LF-NMR es un movimiento estratégico.. Manténgase a la vanguardia en el competitivo mercado de alimentos aprovechando el poder de LF-NMR para garantizar la confianza del consumidor y el cumplimiento normativo..
Palabras clave: RMN de campo bajo, Tiempo de relajación, Seguridad alimentaria, Control de calidad, Pruebas no destructivas, Estructura molecular, Análisis de la industria alimentaria.